-

-
山东东上智能装备有限公司
Shandong Dongshang Intelligent Equipment Co., Ltd
-
全国服务咨询热线:
15265827717
Shandong Dongshang Intelligent Equipment Co., Ltd
15265827717






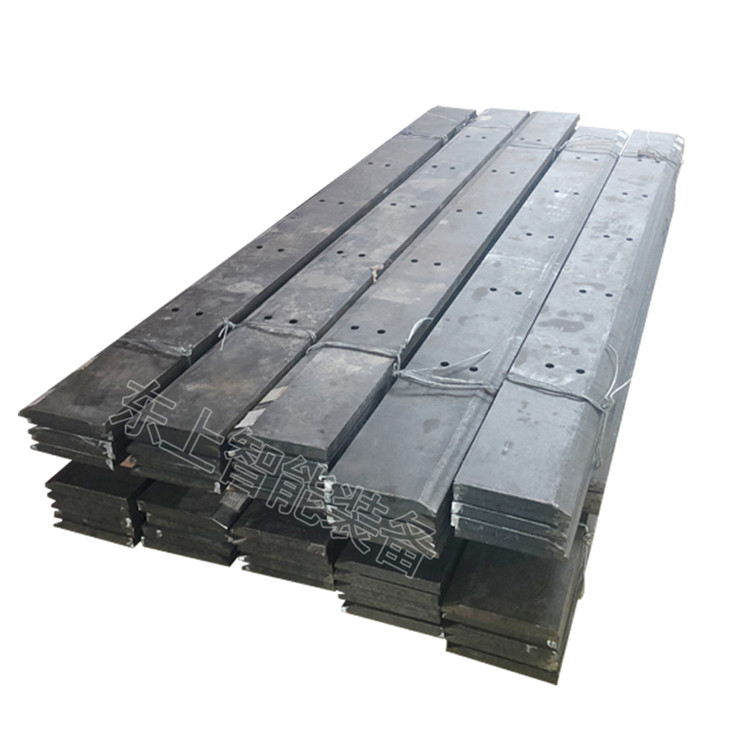
产品描述
温馨提示:欢迎装载机用户选择装载机铲板,所标数字电议价或定金,实际请已市场行情为准,提供车型落实参数,解释权归生产厂家,装载机铲齿,铲板,刀板,斗齿,齿牙,斗齿等装载机配件的各种型号斗齿、刀板、齿根、齿套、护板、铲齿部分临工、夏工、龙工、柳工、徐工等工程机械铲车的铲刃是什么材质的铲车铲板的焊接法装载机铲斗的铲板(也叫刀板)是如何生产出来的装载机铲刃的材质应该是锰钢的,锰钢耐磨性很好装载机铲斗前刀板是什么钢材的加入一定量别的元素后形成了合金,强度比**属高多了,还会产生一些特殊的属性。如铁中加硅形成硅钢,导磁性强;铁中加镍、铬形成不锈钢;铁中加锰形成锰钢,强度高。龙工装载机铲车配件 刀板铲斗齿铲板合金钢高锰钢850 853 855,龙工临工厦工柳工装载机铲车配件 刀板铲斗齿铲板合金钢高锰钢50,装载机刀板铲唇板铲斗钢板钢锋一片**三片柳工临工龙工厦工不包邮.刀板材质为22SiMn2耐磨钢材主要从事厦工,柳工、临工、龙工、山工、徐工、德工、潍柴、上柴、道依茨等系列装载机全车配件的批发。配件品种齐全、质量优、价格合理。,欢迎各厂家,采购商,经销商光临惠顾,参观指导,我们本着合作共赢,优势互补的原则,愿与您建立长期供需关系,希望得到您的支持。谢谢合作。






本文来源:网络。不代表本平台观点,行业资讯参考。感恩原创作者,版权归原作者,如若反馈,烦请告知。
为了成形-焊接薄板件,成功地采用了磁脉冲加工。在加上过程中,实现了当电流脉冲通过感应器时力和热作用在板坯上。提出了利用感应电流I感和磁场压力P来获得搭接。利用劳伦兹力和感应电流进行成形和接触焊的复合已有应用,但是该工艺的研究结果数据,以及选择和计算这些参数的科学依据方法和它们对成形和焊接影响的评估,具有一定的价值,磁脉冲成形-焊接的原理。复合过程的原理如下:将缠卷的薄板安装在可拆开的电介质凹模2内,该凹模的形状与成品制件的形状相同。在板坯内部配置感应器3。在电容器放电过程中,沿感应器的线圈流过放电电流I放,电流线的方向在示意图上半周期内符号“+”和“O”表示。该电流的交变磁通量造成板坯上引起涡流I涡,其电力线的方向沿着板坯的外周。因此,当电充通过薄板的搭接头时,将发出焦耳热,当电流I涡一定值时,被联接的搭接表面稍微熔化。同时,感应器的磁场与薄壳件内涡流的相互作用,导致沿具整个表面引起磁压力P(它是成形压力P成)),在搭接区,该压力达成为焊接压力P焊。由于压力和热复合作用在搭接头上,便形成接触焊型的焊接。在焊接的同时,制件产生按凹模外形的形状。根据被加工材料、具厚度和几何尺寸,选用了作参数为:电容为3-600uf,工作频率为10-15kHx,能量为0.1~10kJ。
50装载机刀板生产厂家
临工装载机刀板产品详情
原装临工装载机刀板厂家
使用装载机刀板注意事项
临工50装载机刀板原车配套
目前,国外已建立了磁脉冲冲压-“缩口”焊接、“扩口”焊接和“平面”焊接用的实验设备和试验性工业设备。因实验过程中已进行了厚度为0.1~0.5mm的铝、铜、镍、黄铜零件的成形-焊接。
冲压-焊接复合工艺与传统制造薄壳件工艺相比,具有许多优点:由于取消了许多工,故可显著简化工艺路线,可一次安装制造零件;供给的能量可在宽广范围内调节,且精度较高,该工艺易于实现自动化,加工时*传递介质,所需的装备简单。
手机网站

微信号码
地址:山东省 临沂 兰山区 工程机械产业园区
联系人:孙先生(经理)
微信帐号:15265827717









