-

-
山东东上智能装备有限公司
Shandong Dongshang Intelligent Equipment Co., Ltd
-
全国服务咨询热线:
15265827717
Shandong Dongshang Intelligent Equipment Co., Ltd
15265827717




产品描述
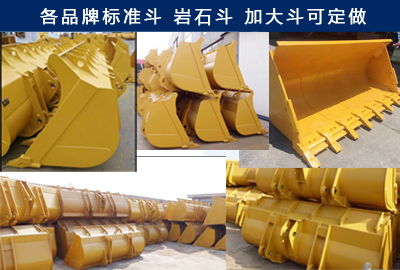
侧卸式铲斗 井下装载机 巷道矿用装载机 地下矿石装载运输设备 供应优质 龙工50C装载机双臂側卸 铲斗 各型号均可定做 临工龙工厦工50 855 951 953 956装载机侧卸斗铲斗侧卸翻斗侧翻斗 龙工装载机铲车配件 原厂动臂肖大臂销轴套850 855铲斗侧卸肖斗轴
装载机通常有很多实现不同功能的属具,侧卸斗就是其中的一种,普通的铲斗都是直接或**换架间接的方式安装在装载机动臂的前端,这种方式受诸多的环境限制,无法在狭小空间内调头,将铲斗内的物料卸到卡车等容器内,如在隧道作业面,某些搅拌站加注口、盘山公路作业端等处,装载机调头空间小,以及作业循环时间不允许过长等,造成现有普通装载机铲斗的使用受限;这时就需要装配侧卸铲斗。
具体价格请联系客服报价,本详情页仅供参考。






本文来源:网络。不代表本平台观点,仅供参考。感恩原创作者,版权归原作者所有,如若反馈,烦请平台留言删除。
实际热成形工艺首先把常温下强度为500~600 MPa的高强度硼合金钢板加热到880~950℃,使之均匀奥氏体化,然后送入内部带有冷却系统的模具内冲压成形,之后保压快速冷却淬火,使奥氏体转变成马氏体,成形件因而得到强化硬化,强度大幅度提高。比如经过模具内的冷却淬火,冲压件强度可以达到1500 MPa,强度提高了250%以上,因此该项技术又被称为“冲压硬化”技术。实际生产中,热冲压工艺又分为两种,即直接工艺和间接工艺。下料后,直接把钢板加热然后冲压成形,主要用于形状比较简单变形程度不大的工件。对于一些形状复杂的或者拉深深度较大的工件,则需要采用间接工艺,先把下好料的钢板预变形,然后再加热实施热冲压。对高强度钢板的热成形技术,我们需要重点关注的是用钢选择、热成形用钢的表面镀层、模具设计和热成形零件的检测问题。
50系列铲车侧翻铲斗报价
龙工850铲车侧卸铲斗
隧道**临工装载机侧卸铲斗
铲车侧卸铲斗巷道**
原厂临工953N侧卸铲斗
热成形用钢的选择是热成形零件性能的重要一环。高强度钢板的热成形性主要分包括以下形式:深冲成形性、胀形成形性以及延伸凸缘成形性等。一般认为:深冲成形性取决于钢板塑性应变化的Lankford值;胀形成形性取决于钢板的延性;而延伸凸缘成形性取决于钢板的局部变形能和显微组织均匀性。B在支配延伸凸缘成形性和弯曲成形性的显微组织均匀化方面起到了重要作用,故一直采用F+B和B单一组织;而且为了实现高强度化目标,也采用了低碳M。马氏体钢中的22MnB5钢的原理与此相符,是典型的热冲压材料钢,它利用钛和硼微合金化的方法,通过热成形后急冷获得高的成形度和较高的强度。目前,热成形MnB钢板在欧美和日本主要汽车制造企业已经开始使用,如新型Golf V6车有5个零部件用MnB钢制成,新的*六代PASSAT车型有9个这样的部件。图5是宝钢开发的热冲压成形用含硼钢的CCT(连续冷却相变)曲线,经过 950℃左右单相奥氏体区的加热保温后,当冷却速度大于15℃/s后,钢板的组织转变为全马氏体组织,其硬度为HV450~500,强度达到1300—1500MPa。
热成形零件具有的压溃性能(碰撞后的低的侵入)决定了其很适合用于安全件。热成形零件的加工通常需要经过激光切割、冲裁孔、点焊、冷成形、装配以及油漆等工序,因此对热成形零件需要检测的内容很多。首先是要对热成形零件进行力学性能检测、形状检测、厚度分布检测和引入的内应力检测,还要根据不同零件的不同要求,采用不同的方法进行实物性能检测。对于一个合格的热成形零件,应当满足高强度、轻量化和安全性的要求,同时还应具备好的强度与韧性结合性、尺寸稳定性、可加工性(几何尺寸稳定性)、可焊性以及疲劳抗力等。
手机网站

微信号码
地址:山东省 临沂 兰山区 工程机械产业园区
联系人:孙先生(经理)
微信帐号:15265827717









