-

-
山东东上智能装备有限公司
Shandong Dongshang Intelligent Equipment Co., Ltd
-
全国服务咨询热线:
15265827717
Shandong Dongshang Intelligent Equipment Co., Ltd
15265827717




产品描述
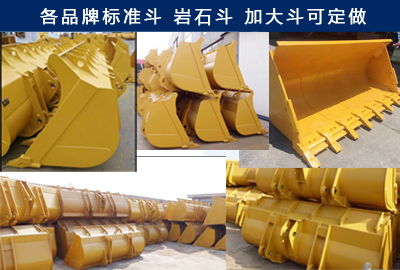
厂家(供应)装载机主刀板/刀板/斗齿/NM360耐磨主刀板/各型号可订做 30 50龙工山工柳工常林徐工装载机刀板铲车铲板耐磨主刀板铲刃 销售定做装载机 铲车各种规格尺寸刀板 淬火耐磨铲板 可定制 铲车装载机配件徐工50装载机铲斗**斗齿 铲齿 齿根 齿套 铲板 装载机zl50zl30铲车配件夏工龙工临工柳工通用主刀板铲板铲口铲刀
装载机各机型配件:
(1)驾驶室配件:驾驶室外壳、座椅、内饰板、地垫、操作台、驾驶室门总成。
(2)结构件:铲斗、大小臂、加长臂、大小臂、铲斗油缸、连杆、衬套、销轴。
(3)电器件:全车线束、电脑板、驾驶室线束、暖风机
(4易损件:机油、液压油、滤芯、斗齿、齿座、销轴、衬套。
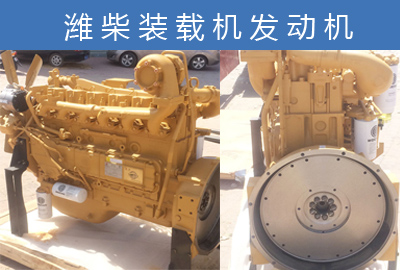
主要经营龙工临工装载机的驾驶室、发动机、变速箱、水箱、各种罩盖、潍柴配件、铲头、挖斗、斗齿、刀角、刀片、轮胎保护链等全车配件。
具体价格请联系客服报价,本详情页仅供参考。






本文来源:网络。不代表本平台观点,仅供参考。感恩原创作者,版权归原作者所有,如若反馈,烦请平台留言删除。
在制造装载机铲斗过程中,主刃板往往出现上拱、下塌、扭曲等变形,为主刃板平整而采用油压机进行整形,不但延长了生产周期,增加了生产成本,还增加了主刃板的内应力,为此我们对铲斗的结构和生产过程进行分析,找到了主刃板变形的原因,并制定相应的防止措施。
铲斗主刃板变形原因分析
管理原因 :铲斗主刃板为板材气割下料后外协加工件,由于板材的装卸、运输、存储等原因造成主刃板出现上拱、下塌和挠曲变形。对前两种变形,组焊铲斗前可以在油压机上对板材进行校平,但对挠曲变形却难以调整,以至带到以后的铲斗组焊工序中去。
设计原因:铲斗底部焊缝主要集中在背面,焊缝密集并且焊缝形式不合理使焊接工作量和热输入量都相当大。
同时由于主刃板的挠曲变形,使主刃板与斗底板、斗壁板对接间隙加大并且不均匀,当按图纸要求将各件组装后,经现场测量对接间隙中间部位分别为10mm和3mm时,两端间隙平均≥18mm和11mm。对接间隙的加大增加了焊接工作量和焊接热输入量,间隙的不均匀使焊接热输入量不均匀,焊后冷却收缩变形量就会不均匀,这样各焊缝冷却后,就会使斗底板、斗壁板、主任板产生相应的焊接变形。
徐工50铲车主导板报价单
山工50装载机铲板批发
50铲车合金钢刀板价格
30装载机洛阳钢峰刀板批发
龙工装载机铲板批发
临工装载机铲板批发
操作原因:铲斗组焊过程分三步:①斗壁板卷板;②斗壁板与斗侧板组焊、对接主刃板、铺斗底板、与支撑板一起上胎组焊铲斗;③焊接。这三步工序相互独立顺序进行互不干涉
在斗壁板卷板时,因两端受力不均或压型线与斗壁板两边不平行等原因而出现扭曲,如图2所示,这样与主刃板对接后带动主刃板扭曲。
铺斗底板时,由于斗底板不平整或其他原因使斗底板局部高出两侧斗侧板或主刃板,破坏主刃板与两斗侧板构成的平面,组焊完铲斗后不能放平,误以为主刃板产生焊接变形。
焊接铲斗时没有从减小焊接变形的角度出发,按焊接工艺制定的焊接顺序执行,进行均匀对称焊接,尤其在焊接主刃板与斗壁板、斗底板的对接焊缝时,任意施焊,造成焊接热输入量过分集中,正反两面的焊接变形不能相互抵消,使主刃板产生焊接变形。
这样各步工序产生的误差和焊接变形都集中到一起,致使铲斗焊接完毕后,主刃板产生变形。
手机网站

微信号码
地址:山东省 临沂 兰山区 工程机械产业园区
联系人:孙先生(经理)
微信帐号:15265827717









