-

-
山东东上智能装备有限公司
Shandong Dongshang Intelligent Equipment Co., Ltd
-
全国服务咨询热线:
18366666792
Shandong Dongshang Intelligent Equipment Co., Ltd
18366666792






产品描述
主要产品有
装载机系列如下:
1、龙工855N 855B 855 850等型号装载机铲斗、土方斗、岩石斗、侧卸铲斗、4立方加大斗、2.7立方铲斗定制,基本型动臂、摇臂、扁拉杆,高卸型H型大臂、摇臂、扁拉杆等。
2、临工、山工、厦工、柳工等装载机50 30型铲斗、动臂、前后车架、拉杆、全车销轴等供应。
3、装载机零部件
⑴驾驶室配件:驾驶室外壳、玻璃、座椅、内饰总成、地垫、仪表台总成、驾驶室门。
⑵电器元件:整机线束、熄火电磁阀、水温表、电压表、机油压力表、组合开关、电子闪光器、保险丝盒、压力开关。
⑶液压件:2100工作泵、2080转向泵、变速泵、多路阀、差速器总成、双联泵、大泵轴齿轮、二轴总成、操纵阀。
⑷发动机:四配套、活塞+活塞环+活塞销+缸套,曲轴、曲轴瓦+连杆瓦(大小瓦)、止推瓦、连杆、凸轮轴、修理包、消声器、起动机/启动马达、发电机、飞轮壳、风扇皮带、风扇叶、喷油器+喷油泵、水泵、增压器、缸体、缸盖。
⑸滤芯类:吸油滤芯、回油滤芯、虹光滤芯、柴油滤芯、机油滤芯、燃油粗滤芯、燃油精滤芯、除水放心滤、2440空气滤芯、2640空气滤芯等。
注:产品价格以询价为准
【本详情页展示参考】









本文来源:网络。不代表本平台观点,行业资讯参考。感恩原创作者。
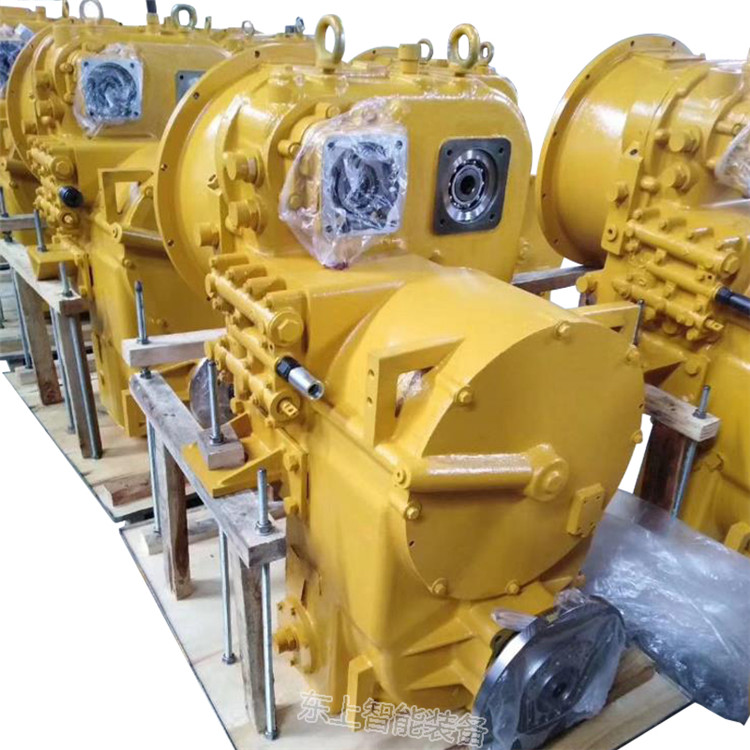
零件分析
变速箱壳体在结构上壁薄而多孔,整个容腔为三组平行孔系所占据。
为提高在传动精度,应装在三组平行孔系中的轴承获得良好的配合精度,故Φ48、Φ80、Φ146三孔均有较高的尺寸精度要求;除此之外,为传动平稳和减少噪声,三组平行孔系之间还有较高的孔距公差。
因总体结构和部件位置的限制,在变速箱壳体的中间部位,有两块面积不大的外伸安装面,为整个变速箱的安装基面,且与Φ146孔中心有较高的尺寸要求,了传动位置和传动精度的准确性。
零件材料要求HT200,尺寸中型,形状复杂程度一般,批量生产。
二、工艺规程设计
2.1 确定毛坯的成形方法
该零件材料为HT200,考虑到零件分析及相关要求,再联系零件的大批量生产的实际,采用铸造生产比较合适,故可采用铸造成形。
山工650装载机变速箱生产,山工668装载机变速箱生产厂家,柳工ZL50CN装载机变速箱 ,柳工CLG856H装载机变速箱 ,柳工856装载机变速箱 2.2定位基准的选择
基面选择是工艺规程设计中的重要工作之一。基面选择的正确与合理,可以使加
工质量得到,生产效率得以提高。否则,加工工艺过程中会问题百出,更有甚者,还会造成零件大批报废,使生产无法正常进行。
粗基准的选择。在机械加工工艺过程中,道工序所用的基准总是粗基准,所以粗
基准的选择主要是道工序定位基准的选择。经本人分析,箱壳体类零件一般采用“先面后孔”的加工顺序,而变速箱壳体的安装基面“D”面积较小,在镗削加工过程中无法作为定位基准,由于A面与三组平行孔系有0.02mm的垂直度要求,前端面“E”对A面有0.01mm的垂直度要求,所以从粗加工开始就必须注意该零件孔与面及面与面的垂直度要求。
根据互为基准原则,即当两个加工表面间的位置精度要求比较高的时候,可用互为基准的原则反复加工。我们选择E面作为粗基准,加工A面,再以A面为基准加工E面。
手机网站

微信号码
地址:山东省 临沂 兰山区 工程机械产业园区
联系人:孙先生(经理)
微信帐号:szw578785273









