适用对象装载机
适配车型柳工徐工等装载机
包装木箱包装
发货地山东临沂
发货方式物流到付
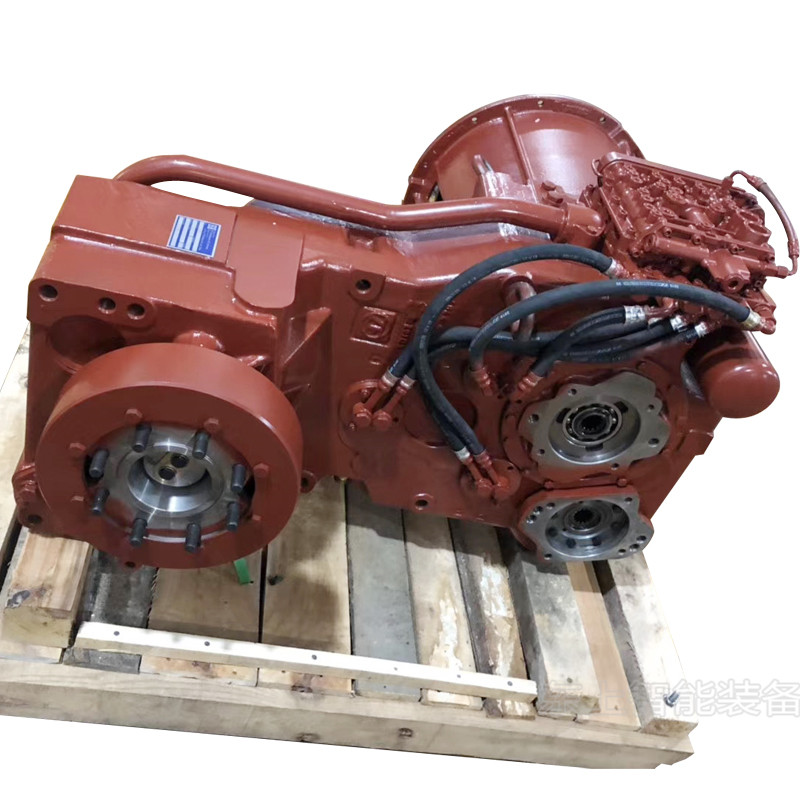
型号4WG200/6WG200
类型电控变速箱
是否跨境货源否
批发供应工程机械装载机全车配件,柳工装载机配件,采埃孚变速箱总成,液力传动油是变速箱正常工作的能量载体,在液力传动系统中,工作液体的压力、温度和流量都决定了变速器能否正常工作
变速拨叉和轴变速拨叉用螺钉固定在拨叉轴上,下端伸入挂档齿轮(或接合齿套)的环槽内。拨叉轴可以沿轴向移动。空档时,各拨叉**部凹槽都对齐,使变速杆下端可作横向移动,伸入所挂档位的拨叉凹槽内。3.2.3变速器换档机构形式变速器换档机构有直齿滑动齿轮、啮合套和同步器换档三种形式。汽车行驶时,因变速器内各传动齿轮有不同的角速度,所以用轴向滑动直齿齿轮方式换档,会在轮齿端面产生冲击,并伴随噪声,这不仅使齿轮端部磨损加剧并过早损坏,同时使驾驶员精神紧张。
驾驶员需要熟练的操作技术(如两脚离合器)才能减轻换档时的齿轮冲击,但换档瞬间驾驶员注意力被分散,影响行驶安全。除此之外,采用直齿滑动齿轮换档时,换档行程长也是它的缺点。因此,尽管这种换档方式结构简单,制造、拆装与维修工作*,并能减小变速器旋转部分的转动惯量,但除一档、倒档外已很少使用。当变速器*二轴上的齿轮与中间轴齿轮处于常啮合状态时,可以采用移动啮合套的方式换档。
这时,不仅换档行程短,同时因承受换档冲击载荷的接合齿齿数多,而轮齿又不参与换档,所以它们都不会过早损坏;但因不能换档冲击,仍然要求驾驶员有熟练的操作技术。此外,因增设了啮合套和常啮合齿轮,使变速器旋转部分的总转动惯量。重型货车档位间的公比较小,换档机构连接件之间的角速度差也小,而且要求换档手感强,因此可采用啮合套换档。

工程机械大多露天条件下作业,并且有些是在负荷频繁变化的条件下使用,各总成、零件经常受到摩擦、冲击、扭转、振动和剪切等力的作用以及自然气候的影响。随着使用时间的增加,各个零件必然会受到磨损以及一些质量和作用都会下降。同时要根据一些相应的环境做一些相应的保养。工程机械技术保养内内容和项目很多,但它的工作性质和作业范围上区分,主要工作是清洁、紧定、调整、润滑和防腐。
因此,在进行机械保养工作时,把应该进行保养项目细致地按照技术要求做好,才能保证机械技术良好。?工程机械上有很多部位采用螺丝、螺栓和销等固定的,由于工作时不断振动和交变负荷等影响,有些固定件可能松动,及时检查予以紧固。所以,当工程机械工作完时应进行按期保养以及一些零件的保养。保养又分每班(日)一级保养、二级保养和保养。
例如,工程机械在工作中液力变矩器经常出现的一些情况比如,变矩器的油温过高从而导致这一现象原因的是变速箱内油面过低,离合器打滑,液压油散热器散热不良或堵塞,和油路中有较多空气又或者变矩器连续高负荷工作时间长当遇到这些问题我们应该加至规定油面、检修、清洗,排放空气,停车散热。同时也会遇到牵引力不足导致这一现象的原因又是什么呢?变矩器的油温过高叶片损坏,大追赶离合器损坏,变速油压过低,发动机输出功率不足遇到这些问题我们拆检更换叶轮,拆检修复。
变速箱维修用吊车吊出叉车发动机,先取出变矩器,再拆出整个叉车变速箱。在拆开之前需先放完叉车变速箱油,再开始拆出波箱上盖,拆出叉车供油泵并检查有没有损坏。再取下前后档离合器总成,检查有没有损坏和磨损等情况,需要更换的要更换新件。再检查和清洗,然后再按顺序来安装好变速箱,再安装到叉车上。具体故障维修可参考以下方法:?01变矩器故障部分、叉车发动机转速下降,处理方法是提高发动机转速;、油中存在气泡,直接检查管路密封性及叉车液力油是否变质;、油温升的过高或过低。
02变速箱部分、摩擦片卡死或磨损,检查叉车摩擦片是否有胶,不均接触,翘曲;、叉车密封环或O形圈磨拓,检查密封环和槽宽是否磨拓或损伤。03油温过高、变矩器长时间处在低速比区域工作,变矩器效率很低,或处在失速状态时间过长,应改变这种工作状况和注意避免上述工作状况。、在高转速比时,单向离合器卡死,失去控制,应检查排除。
、加油量太少,或系统中产生气泡,应增加油量调整排阀压力。、油的质量不合格,应更换新油。04变速箱部分、离合器障碍,检查摩擦片是否打滑;、轴承损坏,检查配合面是否损坏。05变速箱不工作、检查操纵阀是否有弹簧卡死及断裂;、检查主油压是否正常,如不正常检查三联泵是否磨损过大或损坏;、如主油压正常检查离合器油压如不正常检查密封环或O型圈是否磨损或损坏.检查离合器及离合器活塞环是否损坏;、检查变矩器油压是否正常如不正常检查变矩器。
合力叉车变速箱维修后需有以下步骤的检查用的清洗剂彻底清洗合力叉车变速箱冷却器和冷却油管,确保无任何杂物,油道畅通无阻,安装完毕后,检查流量压力,正常情况下变速箱的压力至少要达到12KG以上。必要时更换水箱冷却器油管;检查变扭器是否装到位;检查发动机和合力叉车变速箱之间定位销和各个螺丝是否安装齐全;检查变扭器螺丝是否过长和安装螺栓扭紧后机器是否紧密贴合;检查叉车飞轮跳动量(参考值:在1.0mm以下);检查挂档杆和油门拉线和真空管路是否调节好;加注原厂规定的自动变速箱油(手动档车型要另外加齿轮油),检查油面高度,不可过多或过少;检查机脚胶没有损坏;确定各线插、搭铁线完全装好,传动轴、半轴按规定装配;叉车变速箱是叉车车体中非常重要的系统,直接影响到行车的安全,建议一旦发现问题后应及时进行维修。

变速箱箱体的结构工艺性分析零件结构工艺性好还是坏对其工艺过程的影响非常大,不同结构的两个零件尽管都能满足使用性能要求,但它们的加工方法和制造成本却可能有很大的差异。良好的结构工艺性就是指在满足使用性能的前提下,能以较好的生产率和低的成本而方便地加工出来。零件结构工艺性审查是一项复杂而细致的工作,要凭借丰富的实践经验和理论知识。
变速箱后体其结构是有相当的复杂性的多样性,其成渐缩式筒状结构,纵向尺寸又相对较长,使得其内腔空间较小不利于加工。后体内还要安装轴承,而这些轴承又是对变速箱输出轴、中间轴的过定位支撑,因此若后体轴承孔位置偏差较大不仅会造成相应轴的安装困难,还会直接影响齿轮啮合及输出轴后端油封的密封效果。工艺规程的设计2.1确定毛坯的种类及制造形式变速箱的后体是承受载荷的结构件,应具有较高的强度,内壁有加强,形状复杂多采用铸件,材料为ZL107。
ZL107为铸造铝合金其具有密度小,导热性好,比强度高,如果再经形变强化和热处理强化,其强度还能进一步提高。铸造形式根据表1.3-1(《机械制造工艺设计》)选取压力铸造。压力铸造能得到致密的细晶粒铸件,其强度比砂型铸造提高25%~30%;变速箱质量高,可不经切削加工直接使用;可以压铸形状复杂的薄壁铸件;生产率高,是所有铸造方法中生产率高的。
因此,变速箱后体采用压力铸造,满足使用性能要求。2.2定位基准的选择在制订工艺规程时,定位基准选择的正确与否,对能否保证零件的尺寸精度和相互位置精度要求,以及对零件各表面的加工顺序安排都有很大影响,当用夹具安装工件时,定为基准的选择还会影响到夹具结构的复杂程度。因此,定为基准的选择是一个很重要的工艺问题。
自动变速箱通过液力变矩器里油液传递动力,与直接硬连接的双离合变速箱比,确实在传动效率方面不占优势。不过随着目前越来越多的自动变速箱在液力变矩器中加入锁止离合逻辑,可以在高转速低扭矩的情况下通过离合锁止实现导轮与涡轮的硬连接,使传动效率接近1。
http://sddongdajx.cn.b2b168.com




















