品牌工程机械配件
品类装载机配件
发货地山东临沂
发货方式物流托运
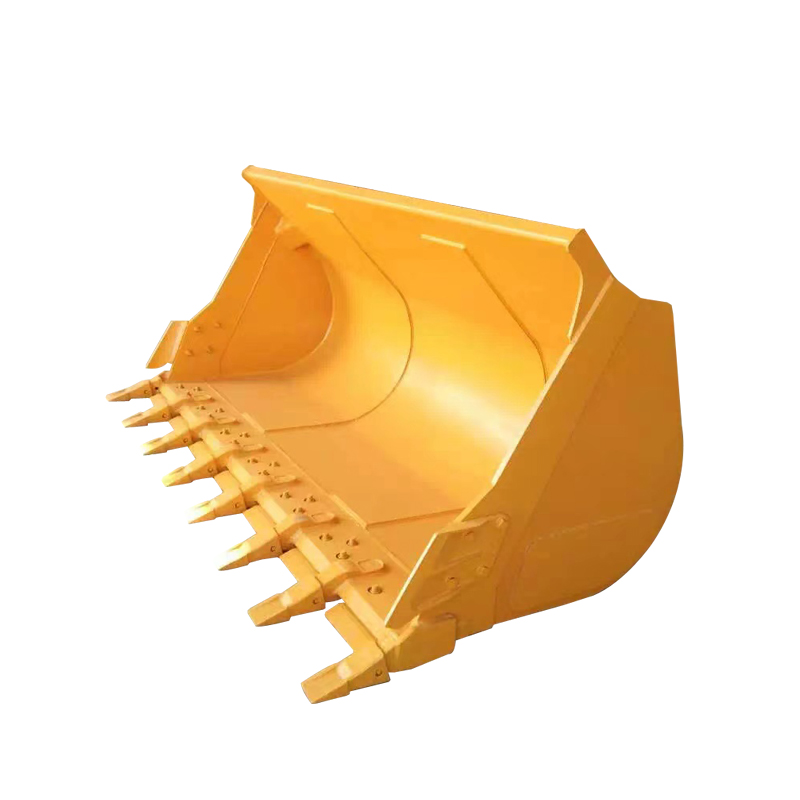
适配车型30/50装载机
制动器为钳盘式,其制动间隙不可调整,摩擦片磨损后间隙自动补偿。其常见故障为制动分泵漏油和锈死不动作。是否漏油可以通过观察制动钳附近有无油污来判断。漏油的主要原因是分泵的矩形密封圈因破损或老化导致密封不严。如果分泵漏油,制动系统也会进入空气。再检修后需按照上述方法排除油路中的空气。制动分泵锈死往往发生在机械长期不使用,露置在大气中,经受风吹雨淋之后。可以结合实际情况和脚制动阀、加力器的检查情况来综合判断并排除故障。
故障现象某单位一台ZL50F型装载机,购于2004年。近期检查发现,前桥壳前端存在明显的碰撞痕迹(如图1所示),仔细检查发现,为转斗摇臂下端撞击所致(铲斗下端与地面保持平行位置后,进一步收斗时发生)。
采取动臂提升与收斗作业交替操作的方法,当铲斗装满物料时,为了防止在装载机行走以及装车过程中物料撒落,需要将铲斗尽可能往回收。为了减少转斗液压缸活塞杆的运动行程以及铲斗到达限位置时可能产生的机械冲击,装载机制造商在动臂销上端两侧各焊接有限位块,与其对应的动臂两侧也各焊接有限位块(如图2所示)。在正常情况下,铲斗收至限位置时,转斗摇臂下端应距离前桥壳前端大约5cm的距离。故障原因分析驾驶员在操纵装载机实施装载作业时操作该装载机进行反复空载收放铲斗的动作,发现其工作装置存在如下问题:。
铲斗动臂销轴与轴套,转斗摇臂的上,中,下销轴与轴套,动臂上端与车架铰接销轴,以及轴套的配合间隙较大,尤以转斗摇臂中部销轴与轴套(与车架之间铰接) 为严重。据调查,该车工作装置的各铲接销轴以及轴套(包括关节轴承)均为原车出厂配置,**更换,经过多年连续使用,销轴与轴套之间产生磨损,进而造成配合间隙。
铲斗背面动臂销上端限位块变形,与其对应的动臂限位块过度磨损。当驾驶员进行装载作业时,为了尽可能避免铲斗内的物料撒落,每个装载工作循环均收斗至限位置。因此,几乎每个工作循环中,铲斗与动臂之间的限位块均要产生冲击碰撞,久之则造成限位块磨损,变形。
装载机在装载黏土等黏滞物料时,铲斗内部*积聚过多的物料,许多驾驶员采取收放铲斗至限位置(空载)的方法(当铲斗快速收放至限位置时均与动臂之间产生很大的机械冲击,冲击过程产生剧烈振动),使黏滞的物料脱离铲斗。
在以上因素的综合作用下,造成铲斗收至限位置时,转斗摇臂下端与前桥壳前端产生干涉。维修人员将铲斗动臂销轴与轴套,转斗摇臂的上,中,下销轴与轴套以及动臂上端与车架之间的铰接销轴,轴套等均进行了更换,同时对铲斗与动臂限位块进行修补,重新试车,故障现象。
采取单转斗摇臂设置的车型在使用一段时间后,均*发生上述故障。针对此类故障,建议广大装载机用户做好如下预防措施:定期对各铰接销轴进行可靠润滑。众所周知,受扬尘以及装载作业过程中撒落的物料颗粒等因素影响,装载机工作装置铰接位置的润滑一直是一个比较困难的问题。近几年投放市场的新型装载铰接销轴大多设计有防尘圈,防尘效果较好,因此润滑周期大幅延长,且润滑效果得到了很大程度改善。润滑应遵循少量多次原则。建议据调查建议至少每周加注一次润滑脂。
确保铰接销防松螺栓固定可靠。一旦防松螺栓松动脱落,易造成铰接销沿轴向窜动甚至脱落,导致铰接销与轴套产生异常磨损和早期损坏。驾驶员进行装载作业操作时,应尽可能避免将铲斗收至限位置及动作过快,过猛,以减少铲斗与动臂之间的限冲击,进而避免限位块过度磨损及受冲击变形。操作人员应认真落实装载机日常检查工作,一旦发现铰接销轴,轴套间隙以及限位块磨损,损坏等情况,应及时进行检修,避免造成更大的故障及事故。

使用清洁的柴油,对以柴油机作动力的装载机有着特别重要的意义。如果油箱内的柴油不干净,就会明显加剧燃油系柱塞、出油阀和喷油嘴针阀等精密偶件的磨损或锈蚀,从而大大降低机器运转的可靠性与耐久性。为此,要注意对油箱的日常保养。
(1)柴油加入油箱前,应经48h以上的沉淀,以免油中杂质被带进油箱。
(2)装载机常分散在野外作业,因开回油库加油不方便,住往是用桶将油送至工地。此时给机器加油的抽油机干净无污染,还应避免将桶底沉淀油抽入油箱。
(3)每天收工后或停止作业前,应给油箱加满油,以免夜间空油箱内壁因冷凝而产生水珠并流入柴油内。另外,开始工作前,应先打开油箱排污阀,以排出箱底沉淀的脏油或水分。
(4)机器作业过程中应随时掌握油箱内的油量,做到心中有数,缺油时应及时添加,以防因用尽存油而导致箱底脏油或空气进入燃油系,从而影响柴油机的正常运转。
(5)油箱盖上的通气孔要经常疏通,如果堵塞就会使箱内形成负压,并降低输油压力和减少供油量,使柴油机功率不能充分发挥。
(6)油箱渗漏或开关封闭不严时,既污染环境,*引发火灾,又浪费柴油,增加作业成本。此时应停机焊修或更换开关,切不可勉强继续作业,否则在机器振动下渗漏会越来越严重,并造成更大的损失。
(7)油箱的清污。机器经长期使用,油箱中的柴油同空气或箱壁接触会生成不少污垢,其中一部分沉入箱底,另一部分则附着在箱壁上。同时,每天加油过程中也难免有灰沙尘土或水分被带入油箱。因此,机器每工作1000~1500h,应清洗一次油箱,否则即使加入的全是干净柴油,也会受到污染。工程机械的油箱比较笨重,拆下来清洗既费力又费时。这里交给大家一个小窍门:利用压缩空气来箱。具体方法如下:
(1)用0.5″的钢管自制一个喷管,长约1m,下端孔口焊死,并在其周围钻几个直径1-2mm喷孔,上端与来自气泵的软管相连。
(2)放净油箱存油,另加20-30l干净柴油。
(3)将喷管伸入油箱底部。
(4)开动气泵(或给汽车轮胎打气的自备气泵),当气压升至0.6-0.7mpa时,打开贮气筒闸阀,湍急的气流即冲入油箱底部的存油中,引起油液剧烈飞溅与晃荡,可将油箱内壁冲刷干净。这时,要用棉纱塞住油箱口,以免油雾喷出。

一种5吨装载机前车架结构是一种5吨装载机前车架,由5个部件构成,按序号各部件的名称,作用及使用技术要求如下:桥板(左,右各1件):下端向与装载机前桥总成的桥板面相贴,并通过螺栓紧密相联,应保证左,右两桥板面等高,并与前铰架孔DDD3中心连线垂直度0.20。
转向油缸耳座(左,右各1件):通过在铰接孔穿销轴,与转向油缸相联,为保证转向油缸动作时不出现别劲的现象,左右两铰接孔位置应对称且等高。前铰接架:上,下铰接孔与后午架铰接孔之间通过销轴,轴承等件铰接相连,要求上,下铰接孔DDD3同轴度0.15。
左侧板组件(序号及右侧板组件(序号:应对称分布于前铰架及中间油缸支座两端,通过上端铰接孔D4与动臂相联,下端铰接孔D6与动臂油缸相联。左,右侧板两组铰接孔相对前铰架及中问油缸支座铰接孔对称分布,并有0.15的同轴度要求,同侧上,下两组孔内开档大小及位置应一致,小允许出现动臂升降时左,右动作不同步及别劲的情况。
中间油缸支座:铰接孔D5与翻斗油缸相联,要求组装后,油缸扁头左,右两端与油缸支座孔内开档均布间隙1mm左右。改进前工艺情况2.1工艺流程该阶段采取工艺流程为:下料――焊前予加工――次对接与焊接――划线――镗孔,铣面――钻孔与攻丝――*二次对接与焊接――喷漆――入库(待装)。
2.2各工序主要内容下料:各组成零件的型,板件下料及大型板件校平。焊前予加工:因待镗各铰接孔仅予割而不予加工孔径及位置误差较大,再加上焊接后的孔位变化易出现孔镗不圆的问题,因此应在焊至车架前在单个零件或小部件上予加工前铰接架,左,右侧板,中间油缸支座上D1-D6各铰接孔(一般根据焊接变形情况,单边可留加工量5~7.5mm),此步可在单个零件或小部件上在小型镗床,车床或钻床完成。
次对接与焊接:利用简易对接平台等工装在上述予加工过的铰接孔中穿轴对接各部件(不带转向油缸耳座),位置点固后焊接成。划线:将工件用天车吊至划线平台上,经3次翻转工件,划桥板面及桥板连接孔,前铰接架上,下铰接孔,左,右侧板铰接孔,中间油缸支座铰接孔的加工线以及加工用找正线,工装线。
镗孔,铣面:前铰架外端面朝下放置工件在可调镗孔支架上(见图,在大型镗床如T6TPX6113上,先用划针(装在镗刀杆上)按上述已划找正线反复调整并找正工件横向,纵向及竖直方向的位置后压紧工件,经四次回转工作台镗各铰接孔及铣桥板面(若用双面镗床需两次回转),由于工件太大,加工孔较多且距离远,尤其是前铰架铰接孔位置所限,造成找正及加工很不便,加工效率很低,单班不能完成1件车架加工。
钻孔与攻丝:因工件大加工孔位置太高,在Z3080以上级别钻床上用大型钻孔工装完成桥板连接孔及前铰架上下铰接孔DD2外端面法兰联接螺纹孔的加工,需两次翻转工件才能完成,不仅效率低,而且占用大型设备。二次对接,焊接:工装以已镗铰板孔定位,将已加工成的左,右转向油缸耳座等对接并焊接到车架上。
入库(待装)2.3存在问题。以上工艺编排虽能保证各加工处的尺寸精度,表面粗糙度,也基本能满足使用要求,但存在如下问题:2.3.1加工位置精度低铰板孔与左右侧板铰接孔,中间油缸支座铰接孔,桥板面之间的垂直度靠在划线平台上用直尺,弯尺,划线盘,划针等通过划线保证,划线精度与工人技术水平关系很大。对于象前车架这样的大型结构件,划线误差一般在0.5左右,相应按线镗床加工上述各处铰接孔前找正误差大。喷漆:表面抛丸强化除锈后喷漆因此加工的位置精度误差大,甚至影响使用。
装载机转向器结构,装配时应注意以下事项。装载机转向器结构转向间处的单向阀的锥形弹簧不能有卡死现象,否则阀口开度很小,进油困难,造成局部压力损失过大,进油量减少,油温升高以及转向沉重。当转向外阻力突增时,系统压力会突然升高,产生压力冲击现象,在整个转向过程中工作不稳定,严重时会损坏液压泵。
阀芯与轴承间的常开轴向间隙约0.015mm为好,常开轴向间隙过小,转向系统油温升得快,问隙过大,转向易出现飘动不稳状态,灵敏性差。安装阀体两端面的各4个柱塞及四位弹簧8时,柱塞与阀体径向配合间隙为0.03-0.04mm,不能过紧。各条弹簧在安装前应进行3次全压缩,以检查其质量。经压缩后弹簧的自由长度应一致(约32mm),否则由于四位弹簧的弹力不一样,转动转向盘的力也不一样。主阀芯6和阀体的配合间隙0.025-0.035mm为好转向过程中会产生向一侧转轻,向另一侧转重的感觉。
在阀接头处的骨架油封型号为5P32×44×安装时其唇口应指向阀体,否则密封失效,则转向系统油液就会从壳体的加油孔或从转向盘等处冲出来。转向器空行程的调整:螺杆3端部螺母9在锁紧时,用力应适当,需两人配合,一人抓住转向盘,一人锁紧螺母,然后拨动转向盘,检查转动时的轻重及是否有空行程。
当转向器使用时间较长时,由于主阀芯6相对阀体经常有往复运动,螺母与螺杆端部的连接会松动,因而转向器运动时会出现飘动。所以,如发现转向器飘动时,应检查螺母的锁紧情况。扇形齿轮1与齿条螺母2之间的啮合间隙也应适当。一般是,正转调整螺钉到限位置,然后倒转1/6-l/4圈为合理的啮合间隙。如果间隙过大,转向器易飘动,间隙过小,则转向沉重。
随动杆机构中的球座3与球接头(焊在前机架上)的连接间隙也应适当,如果螺塞4锁紧间隙过小,则随动机构显得动作不灵活,反应到转向盘上有沉重感觉,若间隙过大,则转向盘有飘动或转向节不准确的感觉。总之,产生转向器飘动时,以上3条是常见原因。调整时应注意,正转调整螺钉,啮合间隙减少,反转则间隙。
一方面是由于长期不保养,柴油滤清器被脏物堵塞,供油阻力增加使供油不畅,在小负荷小油量的情况下供油够用,但在大负荷大油量的情况下供油不足,造成发动机动力下降。另一方面是由于燃油泵的低压油路漏气,在小负荷情况下油量够用。但在大负荷情况下,由于低压油路吸入空气,使供油量不足。再一方面,是保养滤清器及管路时,接头封闭不严或滤清器密封圈不严造成发动机动力不足。
http://sddongdajx.cn.b2b168.com