-

-
山东东上智能装备有限公司
Shandong Dongshang Intelligent Equipment Co., Ltd
-
全国服务咨询热线:
18366666792
Shandong Dongshang Intelligent Equipment Co., Ltd
18366666792




产品描述
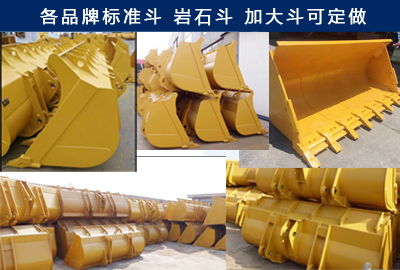
侧卸式铲斗 井下装载机 巷道矿用装载机 地下矿石装载运输设备 供应优质 龙工50C装载机双臂側卸 铲斗 各型号均可定做 临工龙工厦工50 855 951 953 956装载机侧卸斗铲斗侧卸翻斗侧翻斗 龙工装载机铲车配件 原厂动臂肖大臂销轴套850 855铲斗侧卸肖斗轴
装载机通常有很多实现不同功能的属具,侧卸斗就是其中的一种,普通的铲斗都是直接或**换架间接的方式安装在装载机动臂的前端,这种方式受诸多的环境限制,无法在狭小空间内调头,将铲斗内的物料卸到卡车等容器内,如在隧道作业面,某些搅拌站加注口、盘山公路作业端等处,装载机调头空间小,以及作业循环时间不允许过长等,造成现有普通装载机铲斗的使用受限;这时就需要装配侧卸铲斗。
具体价格请联系客服报价,本详情页仅供参考。






本文来源:网络。不代表本平台观点,仅供参考。感恩原创作者,版权归原作者所有,如若反馈,烦请平台留言删除。
**用高硬度**薄耐磨钢板如何焊接
高硬度**薄耐磨钢板在**产品上一般用作弹壳类武器外壳和发动机壳体,而这些零部件都是焊接而成,生产中常需对其进行焊接工艺评定。在一些特定的薄壁管状产品的生产中,要求焊缝两侧的基体不许错位、咬边,不许变形、开裂,焊缝质量要求高,通常按行业标准I级进行验收,所以其焊接工艺方面的研究尤为重要。鉴于此,对高硬度**薄耐磨钢板的焊接工艺和焊接应力消除等进行了一系列的工艺试验,制定了合理的焊接加工方案,使焊接质量和各项性能均满足设计要求。
50系列铲车侧翻铲斗报价
龙工850铲车侧卸铲斗
隧道**临工装载机侧卸铲斗
铲车侧卸铲斗巷道**
原厂临工953N侧卸铲斗
1、高硬度**薄耐磨钢板焊接性分析高硬度**薄耐磨钢板是一种中碳调质钢,其含碳量较高,同时又加入了多种合金元素以钢的淬透性、消除回火脆性及调质处理后的综合力学性能。按照国际焊接学会(ⅡW)推荐的碳当量公式计算,该钢的碳当量高达0.73%,具有较高的淬硬倾向,焊接接头较易出现硬脆的马氏体组织,增大了焊接接头的冷裂倾向。又因高硬度**薄耐磨钢板Ms点较低,在低温形成的高碳粗大针片状马氏体一般难以产生象低碳马氏体产生的“自回火”效应,导致接头严重脆化,其冷裂倾向更大。另外,因本产品是在调质状态焊接,其热影响区被加热到**过调质处理的回火温度时将出现强度、硬度母材的软化区,严重降低接头性能。鉴于上述情况,焊接高硬度**薄耐磨钢板时需要采用小线能量且尽量降低焊接接头的含氢量,并采取焊后及时热处理的焊接工艺。
2、高硬度**薄耐磨钢板焊接工艺评定
2.1焊接高硬度**薄耐磨钢板方法确定根据提供的材料厚度为1.5mm的板材进行试验。分别以氩弧焊、脉冲氩弧焊、氩弧焊+填丝三种焊接工艺方案进行,均采用单面焊双面成形。
2.2焊接参数的制订氩弧焊工艺:I=130~140A;v=120~150mm/min。脉冲氩弧焊:Ip=130~140A;Ib=18~20A;tp=0.16~0.24s;tb=0.2~0.36s;脉冲频率8Hz;v=120~150mm/min。氩弧焊+填丝工艺:I=150A;v=120~150mm/min。焊丝材料为18CrMoA,直径为2mm。焊接时均采用直径3mm的铈钨极,并磨尖成一定形状。氩气流量为10L/min,喷嘴采用长方形以加强保护,喷嘴至工件距离为4~5mm,钨极伸出喷嘴长度为5mm。
手机网站

微信号码
地址:山东省 临沂 兰山区 工程机械产业园区
联系人:孙先生(经理)
微信帐号:szw578785273









