-

-
山东东上智能装备有限公司
Shandong Dongshang Intelligent Equipment Co., Ltd
-
全国服务咨询热线:
15265827717
Shandong Dongshang Intelligent Equipment Co., Ltd
15265827717






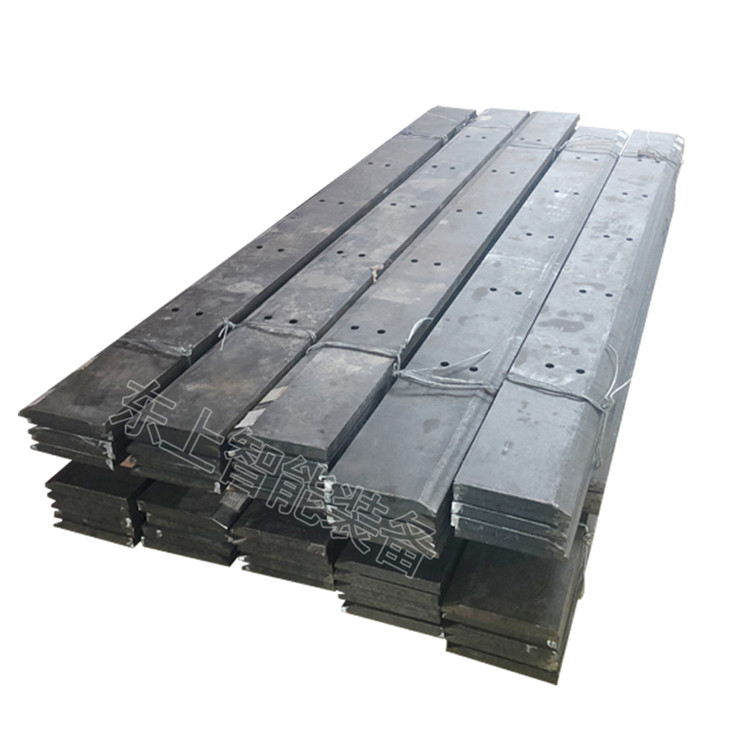
产品描述
温馨提示:欢迎装载机用户选择装载机铲板,所标数字电议价或定金,实际请已市场行情为准,提供车型落实参数,解释权归生产厂家,装载机铲齿,铲板,刀板,斗齿,齿牙,斗齿等装载机配件的各种型号斗齿、刀板、齿根、齿套、护板、铲齿部分临工、夏工、龙工、柳工、徐工等工程机械铲车的铲刃是什么材质的铲车铲板的焊接法装载机铲斗的铲板(也叫刀板)是如何生产出来的装载机铲刃的材质应该是锰钢的,锰钢耐磨性很好装载机铲斗前刀板是什么钢材的加入一定量别的元素后形成了合金,强度比**属高多了,还会产生一些特殊的属性。如铁中加硅形成硅钢,导磁性强;铁中加镍、铬形成不锈钢;铁中加锰形成锰钢,强度高。龙工装载机铲车配件 刀板铲斗齿铲板合金钢高锰钢850 853 855,龙工临工厦工柳工装载机铲车配件 刀板铲斗齿铲板合金钢高锰钢50,装载机刀板铲唇板铲斗钢板钢锋一片**三片柳工临工龙工厦工不包邮.刀板材质为22SiMn2耐磨钢材主要从事厦工,柳工、临工、龙工、山工、徐工、德工、潍柴、上柴、道依茨等系列装载机全车配件的批发。配件品种齐全、质量优、价格合理。,欢迎各厂家,采购商,经销商光临惠顾,参观指导,我们本着合作共赢,优势互补的原则,愿与您建立长期供需关系,希望得到您的支持。谢谢合作。






本文来源:网络。不代表本平台观点,行业资讯参考。感恩原创作者,版权归原作者,如若反馈,烦请告知。
耐磨钢板切割方法适用于冷切割和热切割。冷切割包括有水射流切割、剪切、锯切或磨料切割;热切割包括有氧气燃料火焰切割(以下简称“火焰切割”)、等粒子切割和激光切割。 高级别耐磨钢的火焰切割方法与普通低碳和低合金钢的切割相同。切割耐磨钢厚板时,需要注意:随着钢板厚度和硬度的增加,切边出现裂纹倾向加大。为防止裂纹的产生,切割时应遵循以下建议:
1、切割裂纹:耐磨钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切厚48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。
2、预热切割:预防钢板切割裂纹有效的方法,就是在切割前预热。在火焰切割之前,要预热钢板,预热温度取决于钢板质量等级和板厚。预热方法可采用火焰烧、电子加热垫,也可以使用加热炉。为确定钢板预热效果,应在加热点被面测试所需温度。 注意:要使钢板界面整体均匀受热,避免接触热源的区域局部过热。
临工50装载机刀板物有所值
装载机刀板加固经验
30装载机刀板厂商订制
装载机刀板厂家欢迎来电
临工装载机刀板发货快
3、低速切割:降低切割速度也能避免切割裂纹。如果无法进行整版预热,可以局部预热。低速切割方法防止切割裂纹的可靠性不如预热。建议切割前先对切割带用火焰预热,以温度达到100°C左右为宜。切割速度取决于钢板等级和厚度 。说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。
4、切割后缓冷要求:无论对切割部件是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的部件进行堆放,使用隔热毯将其覆盖进行缓冷,直到冷却至室温。
5、切割后加热:切割后立即采取加热(低温回火),也是预防切割裂纹的有效方法。钢板切厚通过低温回火处理,可以有效消除切割参与应力(低温回火工艺;保湿时间安5min/mm) 切割后用燃烧、电子加热毯进行加热。
6、降低耐磨钢板软化:对于热切割的部件,部件越小,整个部件软化的风险就越大。耐磨钢板温度**过200-250°C,钢板硬度就会降低。切割小型部件时,切割工件尺寸不得小于200mm,否则工件有软化的风险。消除软化风险的好的办法是冷切割,例如水射流切割。若必须使用热切割,则有限选择等离子或激光切割。
手机网站

微信号码
地址:山东省 临沂 兰山区 工程机械产业园区
联系人:孙先生(经理)
微信帐号:15265827717









